
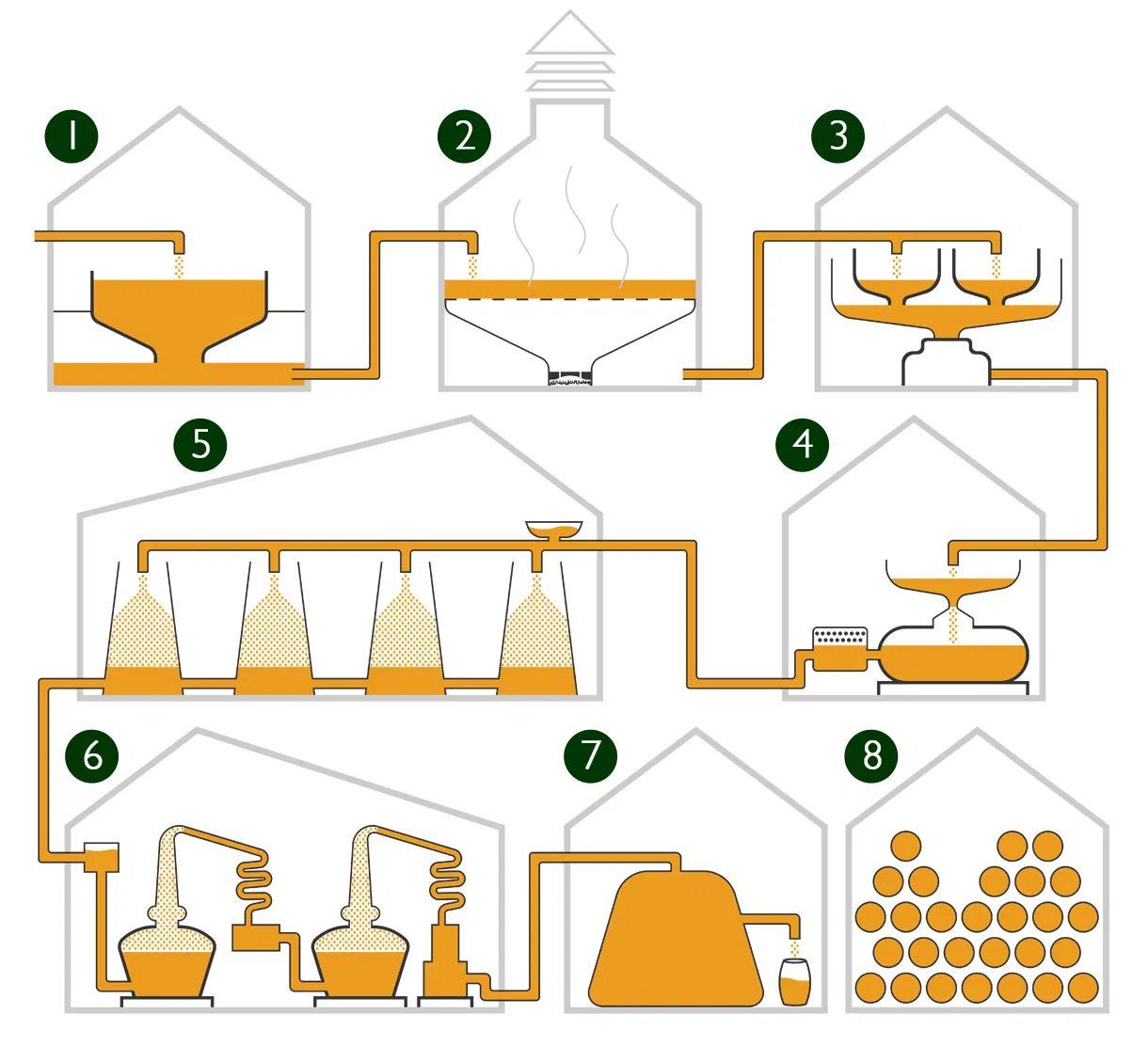
1 Maltage
2 Séchage
3 Broyage
4 Brassage
5 Fermentation
6 Distillation
7 Remplissage en fût
8 Maturation
9 Composition & Embouteillage
Ingrédients
De quoi est fait le whisky ?
La réponse est simple car le whisky est constitué de très peu d'ingrédients de base : principalement de l'orge, de l'eau et de la levure.
Orge
Le whisky malté est fabriqué à partir d'orge maltée. Différentes variétés d'orge peuvent être utilisées pour la production de whisky malté. Cependant, contrairement par exemple aux raisins pour le vin, le choix de l'orge est rarement basé sur le goût. On suit plutôt des critères techniques tels que la taille des grains, la teneur en azote et/ou en humidité.
Pourquoi cela ?
Fondamentalement, trois arguments sont avancés.
- Premièrement, la contribution de l'orge au goût du whisky est relativement faible
- Deuxièmement, la différence de goût entre les différentes variétés d'orge est négligeable
- et enfin, le processus de distillation élimine les caractéristiques restantes.
Eau
L'eau occupe une place prépondérante dans la production de whisky. La dureté, la quantité de minéraux dissous et la teneur en tourbe de l'eau ne sont que quelques-uns des aspects qui influent sur le goût.
Lie
Les levures servent à la conversion du sucre en alcool. L'industrie du whisky écossais adopte une approche plutôt pragmatique à l'égard des levures. La contribution des levures au goût du produit final est négligeable.
L'efficacité dans la production d'alcool est l'élément crucial. En conséquence, jusqu'à présent, la même souche de levure a été largement utilisée dans l'industrie du whisky écossais.
Au Japon, le deuxième grand pays du single malt, les maîtres-distillateurs expérimentent activement avec différentes souches de levures, cherchant à produire des arômes spécifiques dans les single malts finis en choisissant différentes levures.
Cette tendance s'est ensuite propagée en Écosse, où la plupart des nouvelles distilleries de whisky écossais progressives (construites depuis environ 2010) expérimentent avec des levures pour découvrir de nouveaux profils aromatiques.
Maltage
 Un grain d'orge est principalement composé d'amidon. Le processus de maltage fait croire au grain d'orge qu'il est temps de germer. Pour obtenir cet effet, les grains d'orge sont d'abord trempés dans l'eau, puis ils germent dans un environnement frais et humide. Pendant ce processus, des enzymes sont activées, qui convertissent plus tard l'amidon de l'orge en sucre.
Un grain d'orge est principalement composé d'amidon. Le processus de maltage fait croire au grain d'orge qu'il est temps de germer. Pour obtenir cet effet, les grains d'orge sont d'abord trempés dans l'eau, puis ils germent dans un environnement frais et humide. Pendant ce processus, des enzymes sont activées, qui convertissent plus tard l'amidon de l'orge en sucre.
La difficulté réside dans l'arrêt de la germination au bon moment. Pour cela, l'orge germée doit être séchée à nouveau.
Séchage
Pour sécher le malt et arrêter la germination, l'orge maltée est exposée à une source de chaleur. Il existe différentes méthodes de séchage.
- Séchage à l'air chaud, par exemple avec du feu de bois ou de la houille : La chaleur arrête la germination et élimine les champignons et autres parasites. Ce type de séchage a peu d'impact sur le goût.
- Séchage au-dessus d'un feu de tourbe / fumage (Peating) : Si la distillerie choisit de sécher l'orge maltée au-dessus d'un feu de tourbe, le malt n'est pas seulement séché, mais acquiert également le goût de fumée typique de nombreuses distilleries. Les huiles (phénols) de la fumée de tourbe se lient à la surface des grains d'orge, donnant plus tard au whisky ce goût de fumée si caractéristique du Scotch Whisky. Plus l'orge est exposée à la fumée de tourbe, plus l'arôme de fumée ultérieur est fort. La plupart des malts du continent sont légèrement tourbés, tandis que les whiskys des îles, en particulier ceux d'Islay, sont connus pour leur forte tourbe et le goût de fumée qui en résulte (bien qu'il y ait des exceptions).
Broyage et concassage
Le malt fini est transporté à la distillerie et broyé en grossier concassé.
Brassage
 Le concassé de malt est mélangé dans une cuve de brassage (mash tun) avec plusieurs lots d'eau chaude. Une fois que le concassé est en contact avec l'eau, les enzymes agissent et commencent à transformer l'amidon en sucre (principalement du maltose). Cela produit un liquide très sucré, également appelé moût (wort), qui est séparé et collecté à travers le fond perforé de la cuve de brassage. Le processus est répété avec une température de l'eau croissante pour extraire autant de sucre que possible.
Le concassé de malt est mélangé dans une cuve de brassage (mash tun) avec plusieurs lots d'eau chaude. Une fois que le concassé est en contact avec l'eau, les enzymes agissent et commencent à transformer l'amidon en sucre (principalement du maltose). Cela produit un liquide très sucré, également appelé moût (wort), qui est séparé et collecté à travers le fond perforé de la cuve de brassage. Le processus est répété avec une température de l'eau croissante pour extraire autant de sucre que possible.
Ensuite, le moût est pompé de la cuve de brassage vers le bac de fermentation (washback). La vitesse à laquelle ce processus est effectué influence le goût final du whisky.
- Lent : Le maître-distillateur pompe lentement le moût de la cuve de brassage. Il obtient un moût clair (clear wort) qui donne un distillat sans un fort caractère céréalier.
- Rapide : Si le producteur décide de pomper rapidement le moût, il obtient un moût trouble (cloudy wort) qui contient encore quelques matières solides de la cuve de brassage. Cela donne au distillat un caractère sec, céréalier et légèrement noiseté.
Fermentation
 Après que le moût ait refroidi et soit pompé dans le bac de fermentation (washback), de la levure est ajoutée au liquide et la fermentation peut commencer. Pendant la fermentation, la levure convertit le sucre du moût en alcool.
Après que le moût ait refroidi et soit pompé dans le bac de fermentation (washback), de la levure est ajoutée au liquide et la fermentation peut commencer. Pendant la fermentation, la levure convertit le sucre du moût en alcool.
La durée de la fermentation permet au maître-distillateur de déterminer le caractère final du whisky.
- Fermentation courte (~48h) : Si le maître-distillateur opte pour une fermentation courte, le distillat montrera un caractère malté plus prononcé.
- Fermentation longue (> 55h) : Si le distillateur choisit la voie de la fermentation longue, des esters se forment dans le wash, se traduisant par des arômes légers, complexes et fruités.
Le processus de fermentation est très similaire à celui de la brasserie de la bière. Le wash ou la bière formé après la fermentation a un degré d'alcool similaire à celui de la bière, soit environ huit pour cent en volume. Les washbacks sont fabriqués soit traditionnellement en bois, soit en acier inoxydable. Le matériau des cuves de fermentation peut contribuer à l'évolution finale du whisky. En particulier, les washbacks en bois développent, malgré un nettoyage régulier, leur propre microclimat au fil des années.
Distillation
 Le wash est ensuite pompé dans le premier alambic en cuivre (wash still) où est produite la "low wines", avec environ 23 % d'alcool. Le processus de distillation est répété dans un deuxième alambic en cuivre, le "spirit still". Cette seconde distillation sépare l'alcool, les composés odorants et gustatifs de l'eau et les concentre. Le résultat de cette deuxième distillation est appelé "feinbrand".
Le wash est ensuite pompé dans le premier alambic en cuivre (wash still) où est produite la "low wines", avec environ 23 % d'alcool. Le processus de distillation est répété dans un deuxième alambic en cuivre, le "spirit still". Cette seconde distillation sépare l'alcool, les composés odorants et gustatifs de l'eau et les concentre. Le résultat de cette deuxième distillation est appelé "feinbrand".
Influence du cuivre sur le whisky
Un grand facteur influençant le goût final lors de la distillation est le cuivre des alambics. Même si aucun cuivre ne reste dans le whisky fini, les parois de cuivre de l'alambic agissent comme un catalyseur, aidant à filtrer certains éléments du distillat final. Le maître-distillateur peut avoir un certain contrôle sur cela en ajustant la durée du contact entre les vapeurs d'alcool et le cuivre :
- Long contact avec le cuivre : Un contact prolongé entre le cuivre et les vapeurs d'alcool produit un distillat plus léger et plus doux. Par exemple, une distillerie des Highlands peut être citée. La distillerie Glenmorangie possède les alambics les plus hauts d'Écosse (5,4 m) et est renommée pour son whisky léger.
- Court contact avec le cuivre : Un contact plus court entre le cuivre et les vapeurs d'alcool produit un whisky plus lourd. Cela peut être obtenu par une distillation rapide ou des alambics particulièrement petits.
Condensation
Les vapeurs d'alcool doivent être ramenées à l'état liquide après la distillation. Elles sont dirigées vers des systèmes de condensation. Le type de système a un impact sur le goût final :
- Rekuperator / Échangeur à coquille et tube : Un rekuperator (shell and tube en anglais) se compose d'un cylindre creux rempli d'eau froide, contenant de nombreux tubes en cuivre. Lorsque la vapeur d'alcool touche les tubes froids, elle se refroidit et redevient liquide. En raison du rapport relativement élevé entre la vapeur et la surface en cuivre, les whiskys produits avec le shell and tube sont plus légers en caractère.
- Worm Tubs : Traditionnellement utilisés dans les distilleries écossaises pour la condensation, les Worm Tubs refroidissent la vapeur d'alcool dans un long tube en cuivre placé dans un réservoir d'eau. Le contact avec le cuivre est plutôt bref, ce qui rend le whisky relativement plus lourd.
Alambic à trois récipients et séparation des premières gouttes, du cœur de chauffe et des queues.
Le fine brandy ainsi obtenu est séparé en trois parties par le maître-distillateur dans l'alambic à trois récipients : le cœur de chauffe (middle cut ou "heart"), les premières gouttes (foreshots ou "head") et les queues (feints ou "tail").
Le cœur de chauffe passe à travers un compteur qui détermine la taxe d'accise à payer plus tard. Les "foreshots" et les "feints" ne sont pas utilisés lors de l'étape suivante, mais sont recyclés et ajoutés au prochain mélange brut lors de la distillation suivante.
Les moments où le maître-distillateur effectue les coupes pour séparer les premières gouttes, le cœur de chauffe et les queues ont également une influence sur le goût du whisky. Pendant le processus continu de distillation, les arômes dans le brandy changent - des arômes légers et délicats dominent initialement, puis des arômes riches et huileux se mêlent. Si le maître-distillateur souhaite produire un whisky léger, il fera la coupe tôt. Si le whisky doit être lourd et riche, il la fera plus tard.
Le cœur de chauffe constitue le "new make". C'est la partie du brandy qui sera finalement versée dans des fûts de chêne pour mûrir
Maturation en fût
 Avant d'être versé dans les fûts de chêne, le new make est généralement dilué avec de l'eau pour atteindre un degré d'alcool idéal d'environ 63,5% pour le vieillissement. Pendant plusieurs années en fûts, des processus de maturation subtractifs, additifs et interactifs se produisent.
Avant d'être versé dans les fûts de chêne, le new make est généralement dilué avec de l'eau pour atteindre un degré d'alcool idéal d'environ 63,5% pour le vieillissement. Pendant plusieurs années en fûts, des processus de maturation subtractifs, additifs et interactifs se produisent.
La maturation subtractive permet d'éliminer du whisky fini le caractère agressif et métallique du new make. La maturation additive désigne l'enrichissement du whisky en arômes provenant du fût. La maturation interactive désigne l'échange d'arômes entre le bois et le whisky, donnant au malt fini sa complexité.
La durée de maturation, la taille et le contenu précédent du fût (par exemple, le bourbon, le xérès ou le porto), la fraîcheur du fût (premier remplissage ou second remplissage) et les finitions éventuelles dans d'autres types de fûts ont un impact énorme sur la saveur.
Embouteillage
 Lors de l'étape finale, le maître assembleur sélectionne un ou plusieurs fûts de la distillerie pour la mise en bouteille. Dans le cas du whisky écossais, ces fûts ont vieilli pendant au moins trois ans, mais souvent bien plus longtemps. C'est à partir de ces fûts que le maître assembleur élabore le whisky de malt final. Contrairement à une idée répandue, même un single malt est généralement composé de whiskies provenant de différents fûts. Lorsqu'un whisky provient d'un seul fût, on parle alors d'un embouteillage « Single Cask ». Après la sélection des fûts, se pose encore la question de la filtration à froid. Ce procédé élimine les esters et les matières grasses du whisky, garantissant sa limpidité même à faible degré d'alcool et à basse température. La filtration à froid peut également éliminer les supports aromatiques, un procédé auquel de nombreux amateurs de whisky s'opposent.
Lors de l'étape finale, le maître assembleur sélectionne un ou plusieurs fûts de la distillerie pour la mise en bouteille. Dans le cas du whisky écossais, ces fûts ont vieilli pendant au moins trois ans, mais souvent bien plus longtemps. C'est à partir de ces fûts que le maître assembleur élabore le whisky de malt final. Contrairement à une idée répandue, même un single malt est généralement composé de whiskies provenant de différents fûts. Lorsqu'un whisky provient d'un seul fût, on parle alors d'un embouteillage « Single Cask ». Après la sélection des fûts, se pose encore la question de la filtration à froid. Ce procédé élimine les esters et les matières grasses du whisky, garantissant sa limpidité même à faible degré d'alcool et à basse température. La filtration à froid peut également éliminer les supports aromatiques, un procédé auquel de nombreux amateurs de whisky s'opposent.
L'ajout de caramel au whisky pour uniformiser sa couleur est essentiellement une question de style. Le whisky étant un produit naturel complexe, chaque fût et chaque millésime présente de légères différences. Le caramel est pratiquement sans goût et peut, tout au plus, influencer la saveur du whisky de manière psychologique.
Taille courante des Tonneaux
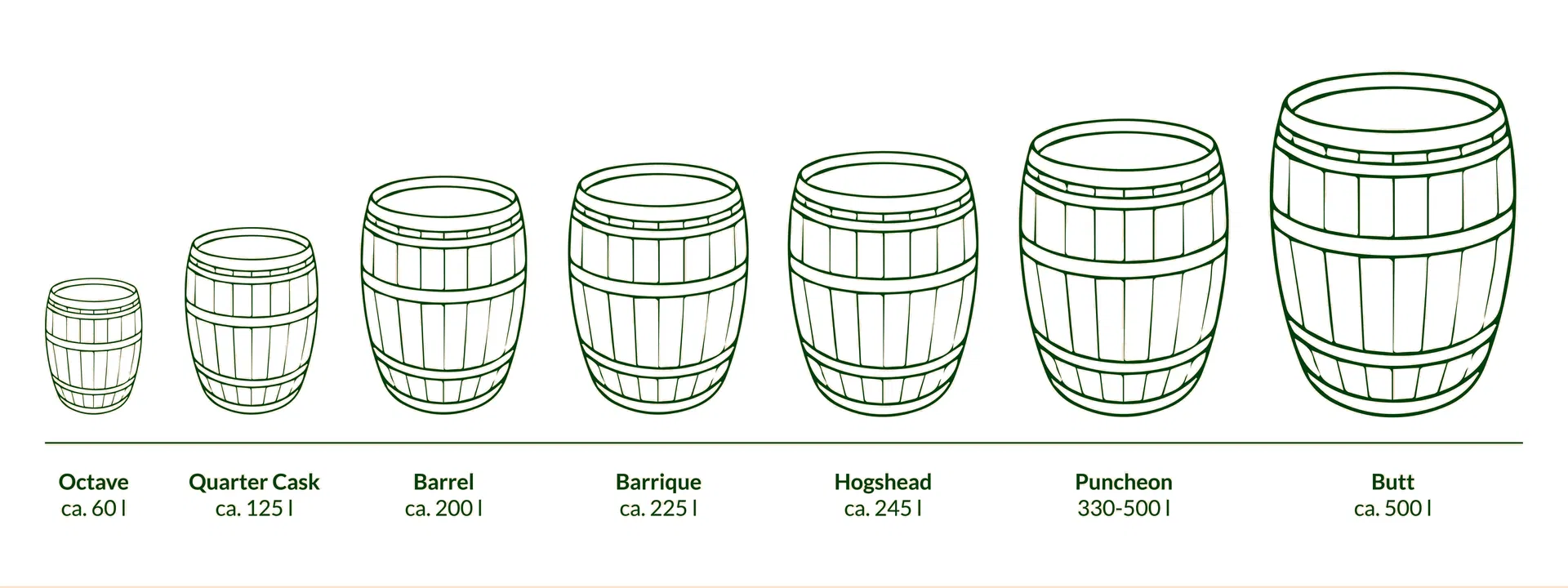
Il existe des fûts de tailles très différentes. L'illustration comprend certaines des tailles de fûts les plus courantes. En général, plus un fût est petit, plus le rapport entre le bois et le New Make/Whisky est élevé. Le whisky mûrit ainsi plus rapidement et plus intensément, surtout de manière additive. Dans l'industrie du whisky, les petits fûts sont souvent utilisés pour les finitions, afin de donner au whisky de nombreux arômes en moins de temps. De nouvelles distilleries, comme par exemple Wolfburn, utilisent beaucoup de petits fûts en chêne au début. L'idée est que le whisky atteint plus rapidement un état de qualité et de vente. Le risque pour le producteur est que bien que le whisky ait absorbé de nombreux arômes de manière additive, la maturation subtractive n'est pas très avancée, et des arômes complexes par la maturation interactive ne se sont pas encore développés.
La taille de fût la plus courante en Écosse est le Hogshead, qui est composé en Écosse des douelles des fûts standard américains (A.S.B.). Les tonneaux étaient généralement importés par les producteurs de bourbon aux États-Unis. Les fûts de barrique proviennent en grande partie de la production de vin. Les Butts sont les fûts traditionnels de la production de sherry. Ils sont relativement grands et d'autres types de fûts - spécialement pour la production de whisky - sont également remplis de sherry. Les Pipes sont les fûts traditionnels de porto, les Drums proviennent de la production de vin de Madère.
Les fûts pour la production de whisky écossais ne doivent pas dépasser 700 litres - c'est ce que dit la loi.
Pour cette raison, les types de fûts Gorda et Tun ne sont généralement pas utilisés pour le vieillissement, mais seulement pour l'assemblage de plusieurs fûts avant l'embouteillage.